

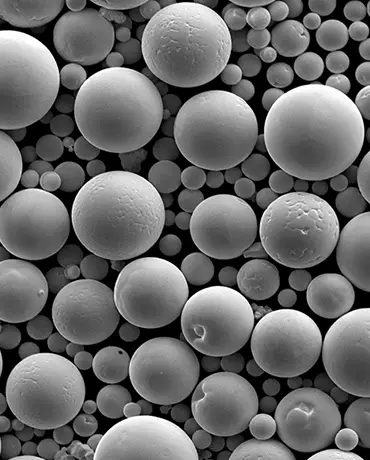

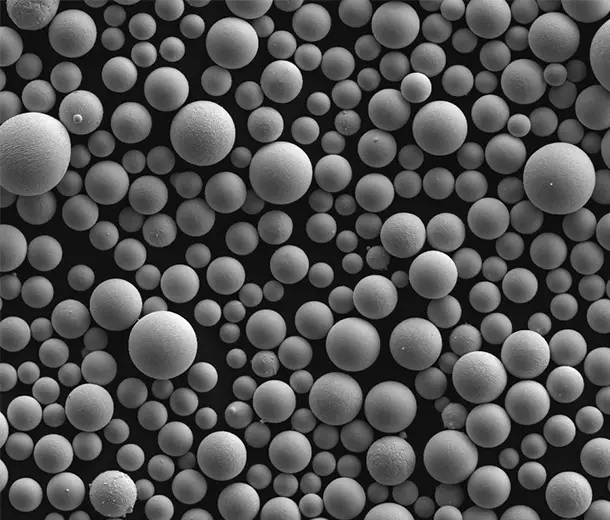
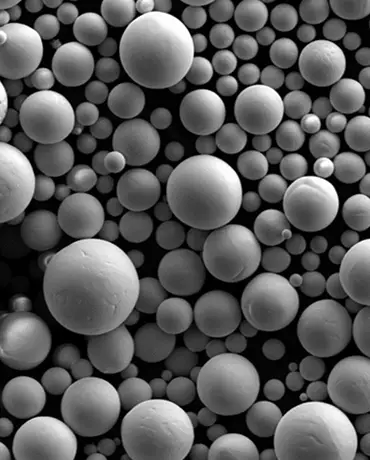
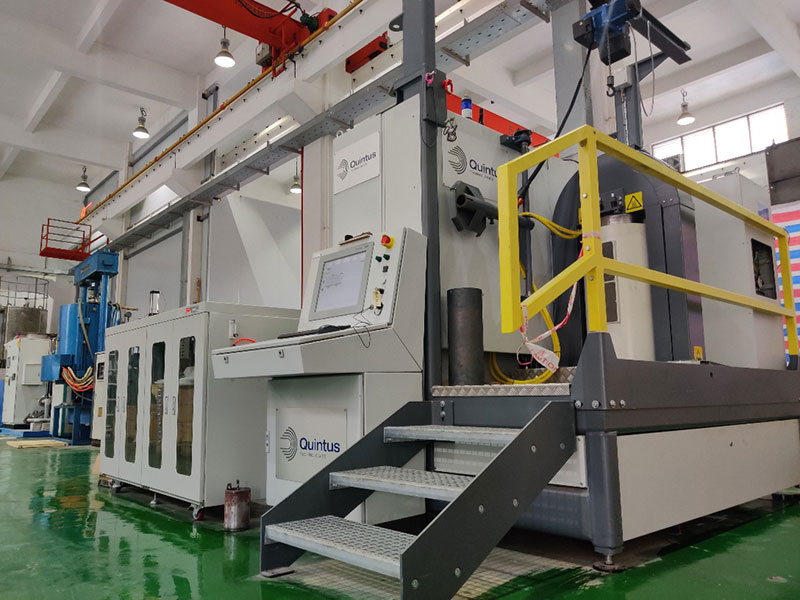
We can not only provide relatively mature research on metal spheroidization services but also provide 3D printing services , 3D printing machines and devices .

Search...
What Are You Looking For?











































 IPv6 network supported
IPv6 network supported