
Search...
What Are You Looking For?

Abstract: The study compares two sets of TEKNA induction plasma spheronisation equipment with different power for tantalum powder spheronisation fabrication . The influence of the feeding rate on the spheroidisation effect and production efficiency of tantalum powder was analysed. The results show that the selection of tantalum powder feeding rate is related to the power of the equipment, the fluidity of the powder material and other factors. Under the premise of guaranteeing the balling effect of tantalum powder, the processing efficiency of 80kW equipment for tantalum powder is much higher than that of 15kW. High-power equipment not only dominates the powder processing speed, but also the effect of powder spheroidisation and finished product rate is also increased accordingly. The mechanisms of gasification loss and impurity removal during the spheronisation of tantalum powder are also discussed.
Keywords: induction plasma; spheronisation; tantalum powder; melting; gasification
Classification number: TG142. 1;TG178 Literature symbol code: A Article number: 2095- 1744(2021)06-0029-07
With the rapid development of 3D printing, additive manufacturing, thermal spraying and other industries, high-quality metals, alloys, ceramics, spherical powder market demand is strong, the application field covers aerospace, automotive, medical, electronics and other industries[1-5] . In recent years, with the rapid development of precision medicine and high-end electronics industry, the manufacture of high-purity spherical tantalum powder for 3D printing and spraying targets has become one of the hotspots for research and application[6-9] . Tantalum belongs to the rare refractory metal system, with a high melting point (about 3,000 ℃), small coefficient of thermal expansion, resistance to corrosion of concentrated acid, chemical stability and other characteristics. In orthopaedic medicine, tantalum orthopaedic implants have become a research hotspot in the medical field because tantalum also has the characteristics of rapid induction of bone tissue growth and good compatibility with human tissues [6- 8, 10-11]. In the electronics industry, Tantalum is widely used in integrated circuits and capacitive devices [9, 12-13].
Industrially, metallurgical tantalum powder is mainly prepared by the sodium thermal reduction method, in which tantalum powder is prepared by the redox reaction between potassium fluorotantalate and sodium; other methods include homogeneous reduction method, electron indirect reduction method, sodium reduction method of tantalum oxide calcium chloride, and electrodeoxygenation method of molten salt, etc.[14- 15] . These metallurgical tantalum powders cannot be directly applied in fields such as 3D printing and thermal spraying due to their irregular shape and poor fluidity. In order to improve the fluidity of tantalum powder, Ren Ping et al[16] used hydrogenated crushing technology to prepare spherical tantalum powder, which has a concentrated particle size distribution range, but the sphericity is still poor. In recent years, with the rise of radio-frequency induction plasma spheronisation technology, refractory metal spheronisation fabrication has been developed rapidly[17-19] . Liang Dong et al[20] used RF induction plasma spheroidisation technology to study the spheroidisation of irregular-shaped metallurgical-grade tantalum powder, and obtained tantalum powder with high sphericity. Shang Fujun et al[21] prepared nano-sized capacitor tantalum powder using induction plasma process, and the obtained nano-tantalum powder was spherical. Spherical tantalum powder can be prepared by induction plasma spheroidisation, but its quality and powder production efficiency are related to the power of the equipment and process control parameters. Currently, there are few research reports in this area, and this paper will focus on the effect of different power equipment on the quality and production efficiency of spherical tantalum powder, as well as the study of spherical tantalum powder loss and impurity removal mechanism.
1 Experiment
Tantalum powder spheronisation was fabricated using a TEKNA induction plasma spheronisation plant purchased from Canada by Mining and Metallurgy Technology Group Ltd. Figure 1 shows the schematic structure of the two sets of TEKNA equipment with different power (the power of the equipment is 15 kW and 80 kW, respectively, and the structure of the equipment is described in the literature[22] ). 15 kW TEKNA inductive plasma spheronisation system uses the PFV100 type of vibratory feeder, whose principle of operation is that by inputting a mechanical vibration wave of about one hundred-odd Hz to the feeder, the powder will move continuously and dispersed by the energy of a certain amplitude. The principle of operation is that by inputting about one hundred Hz mechanical vibration waves to the feeder, the powder is continuously dispersed and moved by a certain amplitude of energy. This dispersed powder movement is confined to a spiral track designed in the feeder, so that the powder will flow from bottom to top in a spiral driven by vibration energy, and finally be transported to the plasma torch by the carrier gas at the outlet. 80kW TEKNA Induction Plasma Pelletising System uses the PFD-403 turntable type feeder, whose principle of operation is to rotate a turntable to feed the powder that has fallen onto it into the feed opening, and the turntable speed can be controlled by the rotating speed of the turntable. The rotating speed of the carousel controls the feed rate. An ultrasonic vibrator is mounted on the outside of the leakage tube above the carousel, which facilitates smoother powder flow and conveying, and the capacity of the PFD-403 powder feeder is much larger than the PFV100 powder feeder for the 15kW system.

(a) 15 kw system
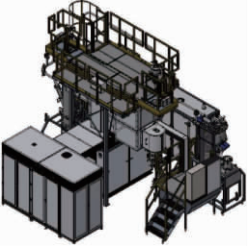
(b) 80 kw system
Fig. 1 Schematic diagram of TEKNA inductive plasma sphero equipments
The tantalum powder used in this study is metallurgically reduced tantalum powder with irregular shape and poor flowability. After spheroidisation, a Hitachi SU5000 scanning electron microscope (SEM) was used for microscopic observation of the samples. ThermoCalc software was used for thermodynamic calculations of the carbon-hydrogen binary system, and the TCFE9 database was used for calculations of the composition of the phases with different molar ratios of hydrogen content at 3500 ℃ (exceeding the melting point of tantalum), to explain the role of hydrogen in the removal of carbon impurities. The role of hydrogen in the removal of carbon impurities was explained.
2 Results and analyses
2.1 Induction plasma spheronisation study
The transfer rate of powder in the PFV100 vibratory feeder used in the 15kW TEKNA system is affected by a number of factors, including vibration frequency, amplitude, total amount of powder, and powder fluidity. Generally, the frequency of vibration is relatively constant as it is related to the overall mass of the feeder. Amplitude is an important parameter that can be used to adjust the rate of powder feeding, the higher the amplitude, the faster the powder is fed. As powder is added to the powder feeder, it also contributes to the overall mass of the powder feeder and therefore affects the powder feed rate. For the PFV100 vibratory powder feeder for 15kW equipment, when the amount of powder added is < 100g, the total amount of powder has little effect on the uniformity of the powder feed rate. However, when adding several hundred grams (for high-density powders such as tantalum, the maximum capacity of the feeder is more than 1kg of powder), as shown in Figure 2, the powder feeding rate will obviously show a dynamic change in the law. In the beginning of the powder feeding process, due to the total amount of powder, vibration load, so the powder feeding rate is low; powder feeding rate will slowly increase over time, which is due to the total amount of powder continues to decrease, the vibration load continues to decline caused by. When the powder delivery is near the end, the vibration load of the powder feeder decreases significantly, and the powder delivery rate at this time will be significantly accelerated. For the powder spheroidisation process control, special attention needs to be paid to the powder feeding end section of the powder, because this phenomenon will cause the overall spheroidisation rate of the powder to decline; generally need to send the amplitude value down at the end of the powder feed to reduce this too fast feeding rate, improve the stability of the powder spheroidisation. The spheroidisation process also requires the powder to have good fluidity, otherwise it will affect the smoothness and stability of the powder delivery.
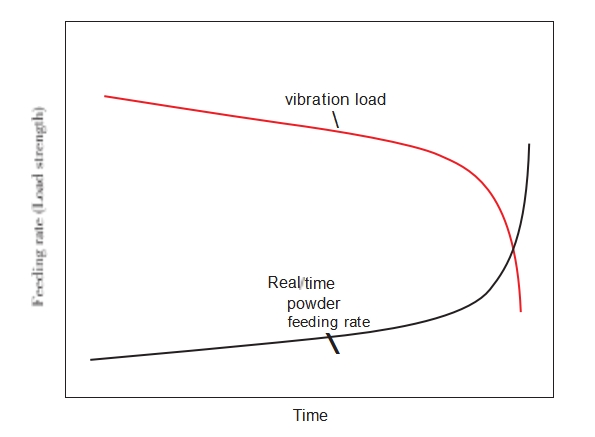
Fig. 2 The powder feeding rate evolution in 15kW equipment
Typical feed rates for powders with different melting points for the 15 kW machine are given in Figure 3 for the limiting parameters. By ‘limiting parameters’ we mean using the maximum power recommended for the machine (i.e. 15kW) and keeping the carrier gas flow as low as possible (with no plugging as a lower limit). In the case of tantalum powder, the maximum powder feed rate is a few tens of g/min, which translates into an hourly production rate of kilograms, when using -75μm raw material and guaranteeing a sphericity of >90%. However, the application of the limiting parameters will significantly increase the difficulty of on-site production, for example, discontinuous powder feeding or even blocking phenomena may occur. Therefore, the actual spheronisation process will refer to the limiting parameters, but with relatively conservative process parameters, in order to guarantee the stability of the production process and the stability of the powder quality. The figure also gives the ceramic powder feeding rate under the limiting parameter conditions. Since the thermal conductivity of ceramics is significantly lower than that of metals, the rate of heat transfer from the outside to the inside of the ceramic powder in the plasma spheroidisation process is low, which leads to the same melting point of the ceramic powder needs to be under a lower feeding rate to achieve the spheroidisation effect. Of course, the spheroidisation effect of the powder is also related to many factors, such as the state of the raw material powder, in general, the internal density of the powder is easier to spheroidisation, such as sintered crushed powder is easier to spheroidisation than agglomerated granulation or metallurgical irregular powder, this is because of the internal pore space to a certain extent on the heat transfer and the melting of the powder to play the role of the barrier.
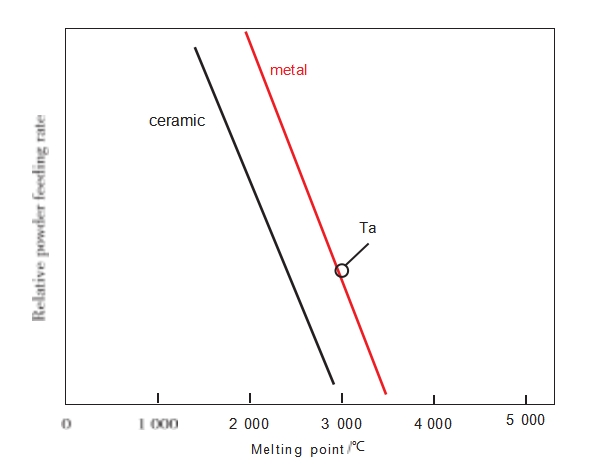
Fig. 3 The relative powder feeding rates of materials with different melting points in 15kW equipment
Figure 4 gives the appearance and morphology of spherical tantalum powder in 15kW equipment under different feeding rates. The sphericity of the powder is very high (even up to 99%) at lower feeding rates, and the powder is basically all regular spherical; when the feeding rate is higher, part of the raw material tantalum powder is not completely melted in the plasma, so the spherical powder contains many irregular particles. If such poorly spheroidised tantalum powder is used for 3D printing, it may cause printing defects that affect the performance of the product. However, for thermal spraying techniques (e.g. plasma spraying, laser cladding), even in the case of low sphericity, the spheroidised Tantalum powders can show good sprayability and prepare highly dense coatings, as the flowability of the powders has been significantly improved. Typical physical properties of spheroidised tantalum powders are shown in Table 1. The oxygen content of the powder depends on the oxygen content of the raw tantalum powder, which is generally reduced by more than 40% after spheronisation, mainly due to high temperature hydrogen reduction. The purity of the powder is also related to the quality of the raw tantalum powder, but induction plasma spheronisation does have the effect of removing low melting point metals or volatile non-metallic elements, so the purity of the spheronised powder is also increased.
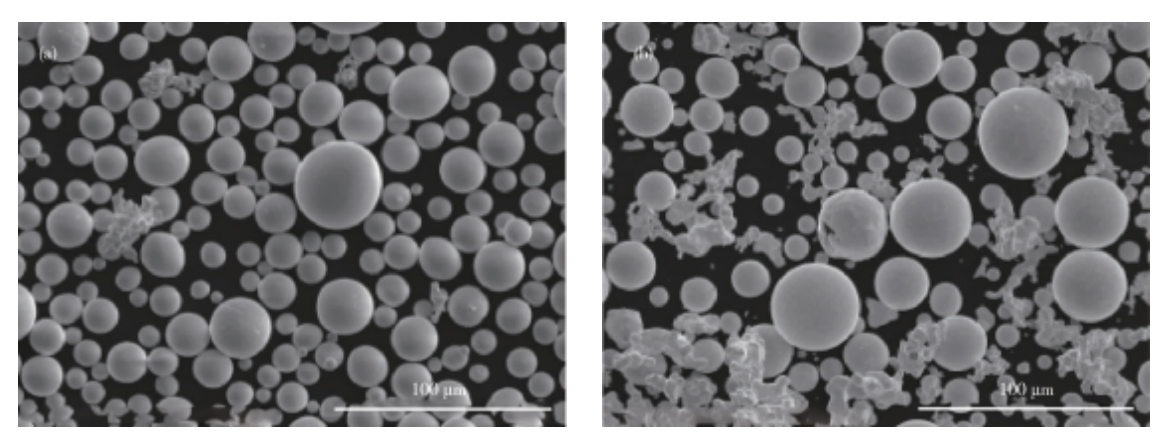
Fig. 4 The tantalum powder morphology at (a) Lower feeding rate and (b) Quicker feeding rate in 15kW equipment
Table 1 Basic physical properties of sphero tantalum powder

The 80kW TEKNA Induction Plasma Pelletising System uses the PFD-403 turntable type powder feeder. The rotating speed of the turntable and the height of the gap between the leakage tube and the turntable (referred to as the height of the tube disc) will affect the powder feeding status. Generally speaking, for powder with good fluidity, the height of the tube disc should be as small as possible, otherwise the powder will easily enter into the feeding port and torch directly under the effect of gravity (without turntable driving). For tantalum powder, it is also necessary to determine the height of the tube disc according to the fluidity of the raw material powder. Before actual production, it is important to test run the powder feeding function, especially to confirm the relationship between the powder feeding rate and the rotary speed. In addition, the 80kW system has a real-time powder quality monitoring function, which allows the technician to read and control the powder feeding rate directly from the operating screen. The 80kW system also has a significantly higher powder handling capacity due to the increased power and air consumption of the machine. Figure 5 shows the SEM morphology of the raw material used for spheronisation (Fig. 5a) and the spheronised tantalum powder (Fig. 5b) The 80kW system demonstrates more robust spheronisation of the tantalum powder, with better powder handling speed, powder yield and yield than the 15kW.
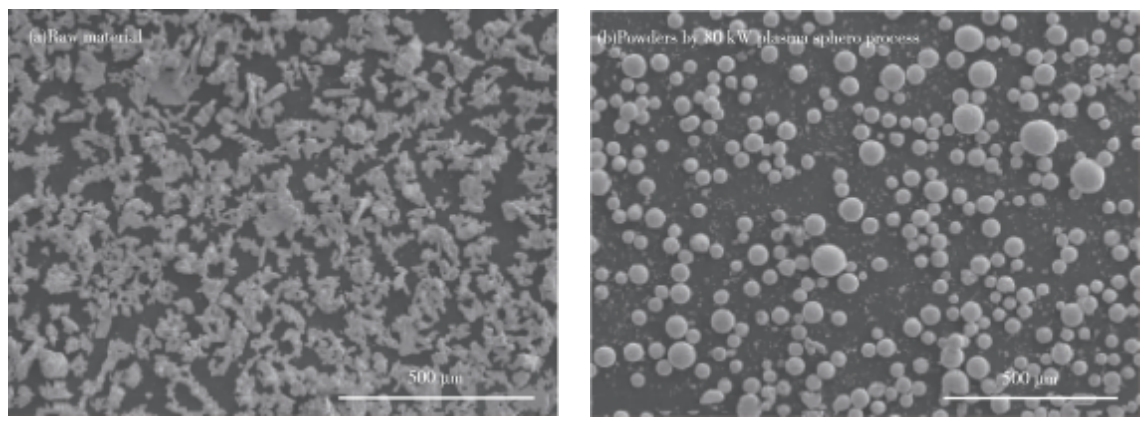
Fig. 5 The morphology of tantalum powders by 80kW equipment
2.2 Analysis of the microscopic mechanism of inductive plasma spheroidisation
Figure 6 illustrates the shape evolution of tantalum powder during the transition from a pristine irregular morphology to a spherical morphology in a high enthalpy induced plasma. The irregular primary powder contains hard-connected skeletons (shown in the ‘Primary state “1 ), soft-connected particles (shown in the ”Primary state “2 ), and holes (shown in the ”Primary state ’3 ). (shown in the ‘Original state ’3 ). The hardened skeleton can be softened and melted as a whole because of the fast heat transfer when heated by the plasma (‘intermediate state’ 1 in the figure). In the case of softly attached particles, they may not be able to transfer heat to the rest of the bulk skeleton and may overheat and then vaporise (‘intermediate state’ 2 in the figure). As the connecting skeleton softens and melts, the pores present in the original state are discharged and can be completely eliminated by controlling the process. The melted Tantalum droplets form a spherical shape under surface tension and cool down to form a solid, dense sphere (‘final state’).
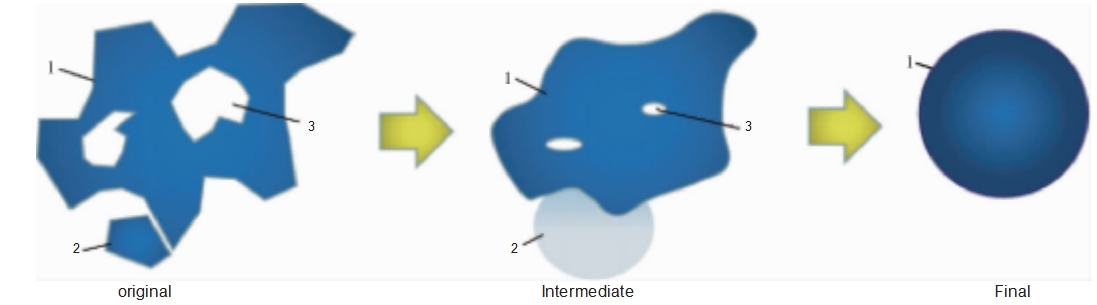
Fig. 6 Schematic drawing of the powder shape development in plasma sphero process(“1”:Hard connecting bones or solid,“ 2”:Soft connecting particle,“3”:Pores)
In plasma, some fine tantalum particles are vaporised in the plasma. This vaporised tantalum vapour forms nanoparticles during cooling away from the plasma and adheres to the surface of the spheroidised tantalum powder, which needs to be removed by means of a cleaning process. Typical morphology of adherent micro-nanoparticles on the surface of spheroidised powders is shown in Fig. 7, where these nanoparticles are in the order of tens to tens of nm in diameter. At the same time, some of the adherent particles are of micro-nanometre size.
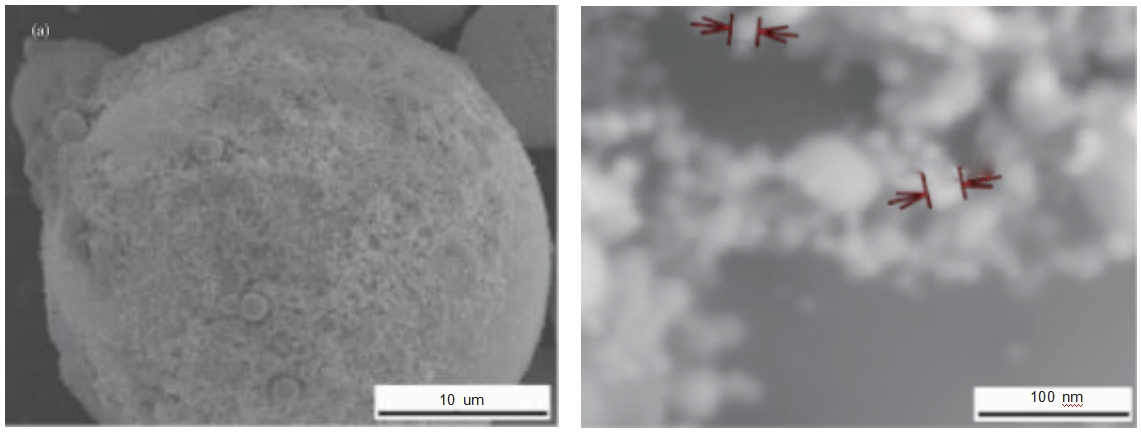
Fig. 7 The morphology of micro-nano particles adsorbing at the surface of sphero powders
Since plasma is a ten-thousand degree high heat medium, it can theoretically melt and gasify any known element. However, due to the limited residence time of the powder in the plasma, melting and shaping of the powder can be achieved by controlling the process (e.g., feed rate, carrier gas flow, and needle position) while minimising gasification losses. However, the shaping of pure metallic element powders, even with the most optimised process, may be at risk of high losses. This risk of loss is strongly related to the difference in melting and boiling points of the element. Figure 8 shows the melting and boiling points of the different elements (in descending order of melting point). In the case of tantalum, which is the focus of this paper, it belongs to the high melting point refractory metal system and has a very high boiling point, so it is not a relatively gas-prone depletion element. However, for example, chromium and manganese, although their melting points are also very high, the difference between their melting and boiling points is less than 1000 °C, and it is easier for them to reach the boiling point and gasify in the plasma flame stream, so the plasma spheronisation process for these elements is more difficult to control. For elements with even lower melting points (< 1000 °C), the difference between the melting and boiling points is mostly < 1000 °C (Fig. 8b). Induction plasma technology is, in general, rarely used for spheroidising materials with melting points below 1000 °C. For refractory metals such as Tantalum, the boiling point of some low melting point metals is reached when the powder melts at over 3000 °C. These low melting point elements can then be gasified, thus providing a powder purification effect. In addition to low melting point metal impurities, some non-metallic elements such as phosphorus, sulphur, etc. will also be removed by gasification. After gasification, these impurity elements will be more into the micro-nanoparticles, through the subsequent cleaning process, the impurity content of the final product powder will be reduced.
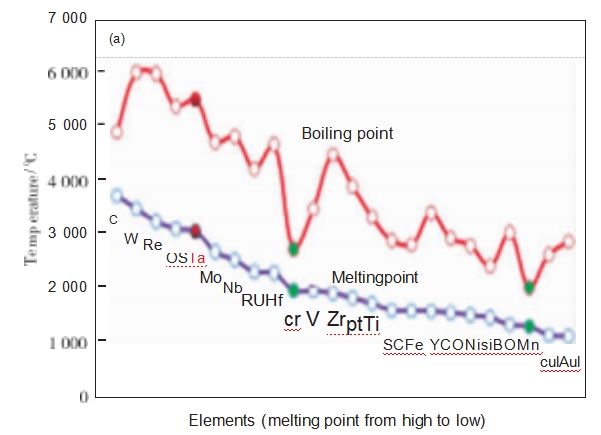
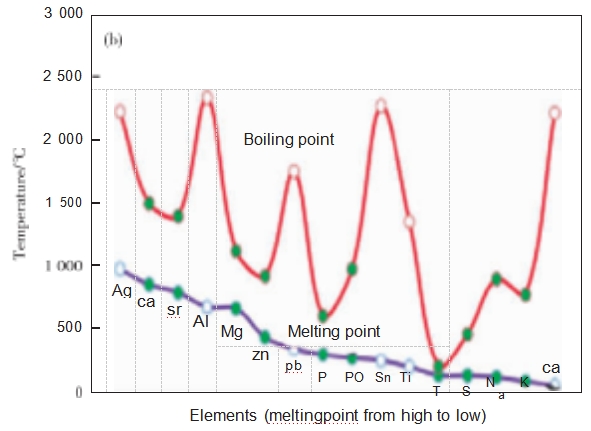
Fig. 8 Statistical analyzing of the elements′melting and boiling points(the easily lost elements are green marked whose melting and boiling points′mismatch is less than 1 000 ℃ )
Among the non-metallic elements, the effective removal of oxygen and carbon is more related to the hydrogen content in the plasma. In a conventional atmosphere, metal oxides are stable at high temperatures; however, in a hydrogen atmosphere, hydrogen acts as a reducing agent, thus displacing oxygen from the powder and reducing the oxygen content. In the case of tantalum powder, the reduction of oxygen content after induction plasma spheronisation can reach more than 40% compared to the raw material. The removal of carbon is also related to the plasma atmosphere. The results in Fig. 8(a) show that carbon itself (graphite is used here as an example) has a melting point higher than tungsten (the element with the highest melting point of any metal) and a boiling point close to 5000 °C, so that carbon removal is not dependent on high temperatures alone. Figure 9 shows a possible explanation for the transition between the gas and solid phases in the carbon-hydrogen binary system with increasing hydrogen content. When the hydrogen content is low, the carbon exists mainly in the solid state (graphite); however, as the proportion of hydrogen increases, the carbon enters the gas phase in a linear pattern. From a thermodynamic point of view, when the hydrogen content reaches a certain value, the solid carbon is no longer stabilised, so all the carbon will enter the gas phase. Therefore, the gas-phase reaction of hydrogen with carbon at high temperatures may become an important way to reduce the carbon content. The mechanism of this possibility requires more in-depth experimental demonstration studies in the future .
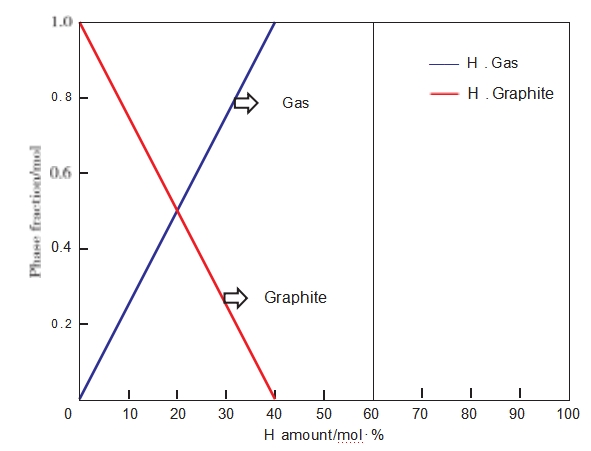
Fig. 9 C-H binary phase constitute under H amount changing (temperature:3 500 ℃ ,pressure :105 Pa)
3 Conclusion
In this paper, two sets of TEKNA induction plasma spheronisation equipment with different power were used to carry out the study of tantalum powder spheronisation manufacturing, and the powder feeding effect of different powder feeders was analysed. The results show that the choice of tantalum powder feeding rate is related to the power of the equipment, the fluidity of the powder material and other factors. 80kW equipment has a higher efficiency of tantalum powder processing, high-power equipment not only dominates the powder processing speed, but also the effect of spheroidisation of the powder and the rate of finished product is also increased accordingly. Tantalum powder spheroidisation process will appear element loss phenomenon, which is related to the fine particles overheating gasification. Some metallic as well as non-metallic impurities can be removed or reduced during the plasma spheronisation process by taking advantage of their low melting/boiling points or possible hydrogen reaction principles.
References:
Article source: http://www.cnki.net
Stardust Technology (Guangdong) Co., Ltd. is a high-tech enterprise specialising in the research, development, production and sales of high-end spherical powder materials in the fields of 3D printing, powder metallurgy and surface engineering. The company adheres to RF plasma spherical metal powder technology as a guide to provide international advanced products and application solutions.
The company's main products are spherical tantalum powder and tantalum alloy powder, spherical tungsten and tungsten alloy powder, spherical molybdenum and molybdenum powder, spherical niobium and niobium alloy powder, spherical titanium and spherical titanium alloy powder, spherical refractory high entropy alloy powder, high-end rare refractory metals and composite spherical powders, and to provide radio-frequency plasma spheroidisation services, plasma rotating electrode atomisation services. 3D printing services, hot isostatic pressing, injection moulding, powder metallurgy and other technical services.
Refractory metal powder and other consulting, welcome to contact our
sales manager :Cathie Zheng + 86 13318326187.
we will be enthusiastic for you to answer.




Signup our newsletter to get update information, promotion and insight.






 IPv6 network supported
IPv6 network supported






