
Search...
What Are You Looking For?

Among the existing base materials, Ta10w alloy has high high temperature strength, good mechanical properties, weldability, ductility, corrosion resistance and impact resistance. Melting point 3080℃, but its high-temperature antioxidant performance is poor, in the case of not applying protective measures, Ta10w alloy and other high-temperature alloys, as in about 500 ℃ will appear “pest” oxidation phenomenon. In the high-temperature alloy surface with high-temperature antioxidant coating can significantly improve the alloy's high-temperature oxidation resistance, but also can maximize the retention of the alloy's high-temperature strength, high-temperature alloys at high temperatures in the oxidation of the formation of a good protection. ta10w with its excellent high-temperature performance is widely used in aerospace, weapons and missiles, shipbuilding industry, such as the United States Ajina space shuttle combustion chamber made with this alloy.
Another method used for the double glow plasma penetration plating technology, which is characterized by the formation of the surface alloying layer and the substrate for the metallurgical bonding, high bonding strength, dense organization, no porosity, cracks and other defects in the thickness of the alloy layer is controllable, the maximum of up to 300 μm or more. Preparation process is simple, low cost, can deal with complex shape tantalum products, the high temperature coating transition layer prepared by this method is very dense, the main manifestation of the existing high-performance high temperature protective coatings thermal shock failure is that with the extension of the test time, resulting in cracks through the surface of the coating to the surface of the substrate, so that the substrate quickly oxidized, this paper expects to use the method of this paper to prepare a layer of transition layer attached to the surface of the substrate, so that it can effectively stop the This paper expects to use this method to prepare a transition layer attached to the surface of the substrate, so that it can effectively prevent the extension of penetrating cracks to the surface of the substrate, so as to achieve high temperature protection.
1. Test
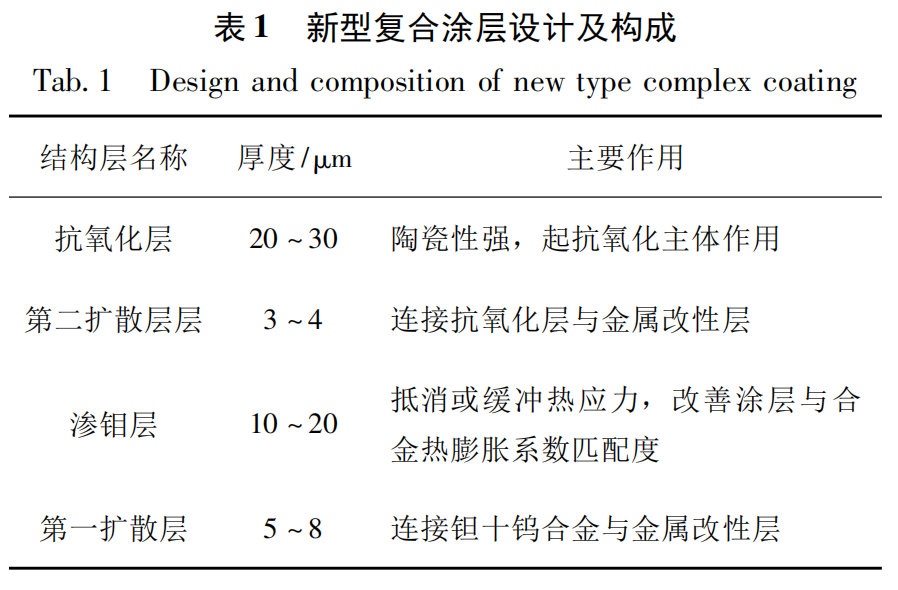
Adding a metal-modified layer between Ta10w alloy and coating. The purpose is: ① to change the main component of the existing bonding layer from the hard and brittle Ta-Si coating to other M-Si coatings with better thermal shock resistance; ② to utilize the plasticity and ductility of the metal to offset and buffer the thermal stress caused by the poor thermal match between the coating layer and the alloy, so as to maintain the structural integrity of the coating without cracking.
The plasticity and ductility of the metal are utilized to offset and buffer the thermal stress generated by the poor thermal match between the coating and the alloy, thus maintaining the structural integrity of the coating without cracking. The substrate used in the test is Ta10w alloy, with the composition shown in Table 1, melting point 3,080°C, density 16.9g/cm3, hardness 240 kg/mm2, impact toughness 630 kJ/m2, σb > 110 MPa, σ0.2 > 75 MPa, δ > 30%, ψ > 85%, and Et181GPa at 1,800°C. The test was carried out on the basis of Ta10w alloy.
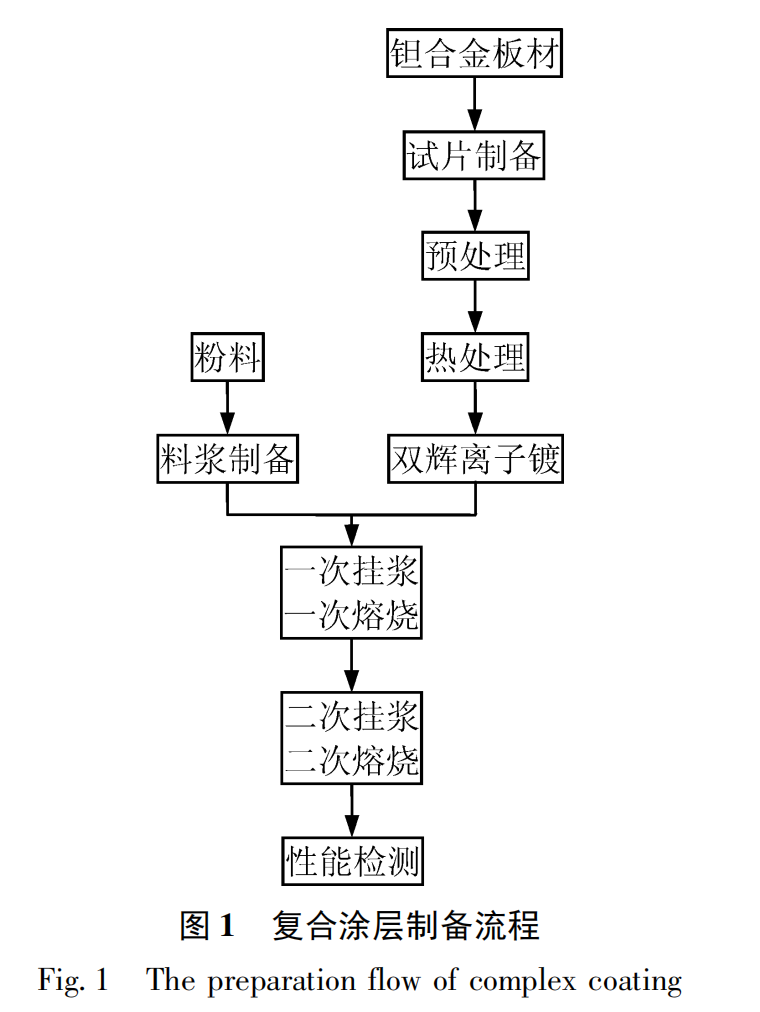
The Mo-system coating was prepared on the surface of the substrate (70 mm × 8 mm × 1 mm) by double glow ion plating technique, and the silicide coating was applied on top of the Mo-system coating. The sample preparation process is shown in Fig. 1. The double glow ion plating process is vacuum 1. 0 × 10 - 2 ~ 1. 0 × 10 - 3, cathode voltage 400 ~ 500 V, source (molybdenum target) voltage 1 100- 1 300 V, the metal target is molybdenum target, the specimen is a Ta10w sample (70 mm × 8 mm × 1 mm), working air pressure 20 ~ 80 In order to reduce the molybdenum metal ions escape during the penetration plating, placed outside the specimen baskets heat insulation baskets, the top cover cover, in the process of penetration plating cathode voltage remains unchanged, adjusting the temperature and working gas pressure, the use of glow discharge will be ionized argon, ionized argon ions in the electric field under the action of the bombardment of molybdenum target, the cathode voltage remains unchanged, adjusting the temperature and working gas pressure, the use of glow discharge will be ionized argon. The ionized argon ions bombard the molybdenum target under the action of the electric field, sputtering molybdenum ions, and the molybdenum ions enter the alloy surface of the specimen to form an alloy layer under the action of the negative pressure. The process because the anode and source pole, cathode, respectively, a glow discharge, so called double glow, the final molybdenum system coating thickness of 20μm, the surface is flat and smooth, no holes. In the molybdenum layer coated with silicide coating, silicide coating slurry in the configuration of the main powder used for Si 50% ~ 90%, Mo 1% ~ 20%, Ti 1% ~ 20%, Zr 1% ~ 20%, Zr 1% ~ 20%, Y2O3, 0. 1% ~ 5%, TiB2 1% ~ 20%, the thickness of the silicide coating of 80 ~ 150 μm, silicide coating is directly coated in the molybdenum coating, the use of high vacuum The silicide coating was directly coated on the molybdenum coating, and the slurry was produced by high vacuum melting, using corundum ball milling jar, ethanol solvent, and ball milling at a speed of 300 r/min for 6 hours. A slurry amount of 0. 26 ~ 0. 28 g, the second 0. 14 ~ 0. 16 g, one or two vacuum melting and burning process for 1 350 ~ 1 520 ℃, holding time 15 ~ 25 min, the thickness of the resulting silicide coating in the 80 ~ 150 μm.
The chemical composition of the Ta10w alloy used is shown in Table 2 below.

2 Performance Test Methods
The high-temperature performance testing of the prepared composite coatings was carried out in the form of long-time static testing at a fixed temperature and thermal shock testing by repeatedly warming up and cooling down to a specific temperature, holding and cooling down. The test bench adopts copper electrodes, heated by electric current and cooled by circulating water, and the temperature measurement method adopts a two-color infrared thermometer.
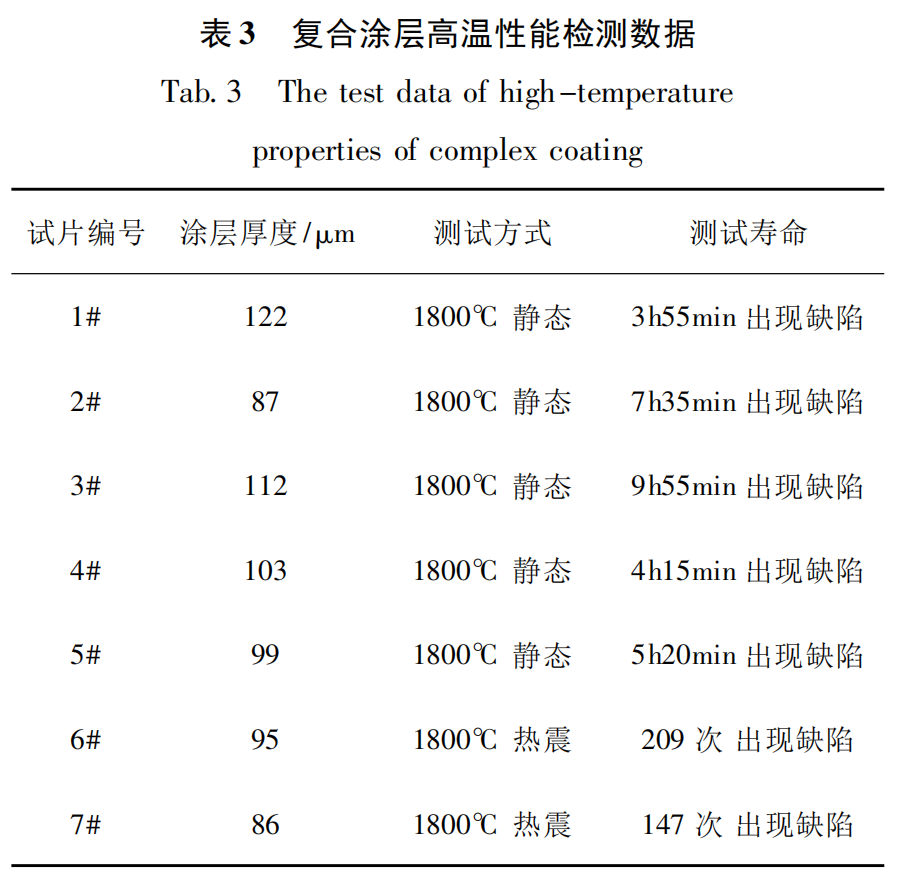
Two-color infrared thermometer is used for temperature measurement, and the test temperature and other data are recorded by computer throughout the test. The static test is under atmospheric conditions for about 30 s to rise to the specified temperature, holding until failure. Thermal shock test in the atmospheric environment about 18 s heating to the specified temperature, holding about 10 s, cooling about 20 s, cooling to room temperature, and then cycle the whole process, the entire process is carried out by a special high-temperature test bench, the test bench is equipped with a timer and counter, just set the time of heating, holding, cooling and click on the run, the program can be automatically run until the test site through the wearing of high-temperature protective goggles observed that the specimen failure and stop. The program will automatically run until the failure of the specimen is observed at the testing site through the wearing of high-temperature protective goggles. The failure of static and thermal shock performance is judged to be black spots, cracks, bumps, etc., which are visible to the naked eye when wearing protective goggles. In order to characterize the high-temperature antioxidant performance of the composite coating, thermal shock and static performance are selected 1,800 ℃ test, the test data are shown in Table 3.
3 Results and Discussion
3. 1 Double glow ion plating molybdenum coating
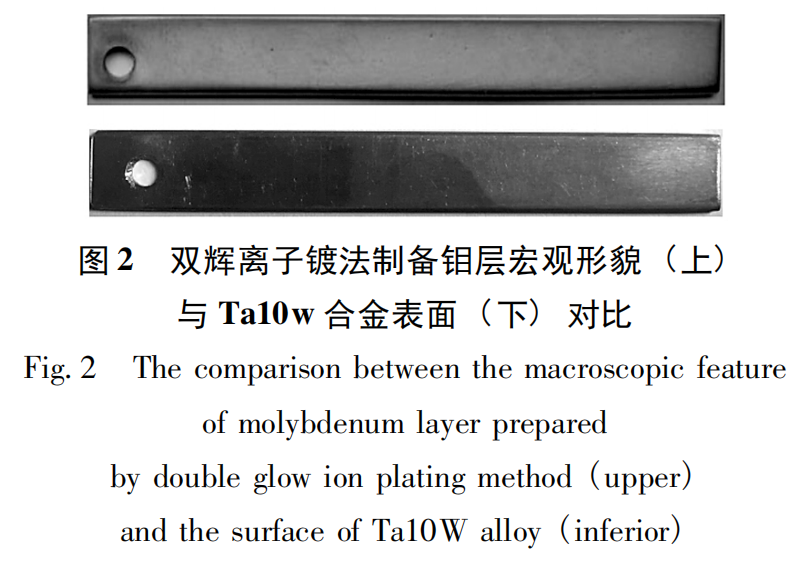
From Fig. 2, we can see that the Mo layer is bright silver color, metallic texture, and tantalum ten tungsten alloy combined tightly, the surface is smooth and flat to the naked eye, there is no cracks, holes, bulging and other defects, Ta10W alloy surface is more bright some.
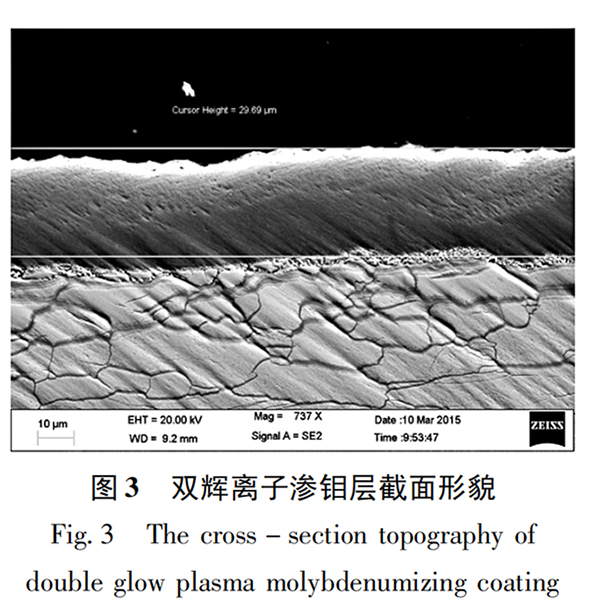
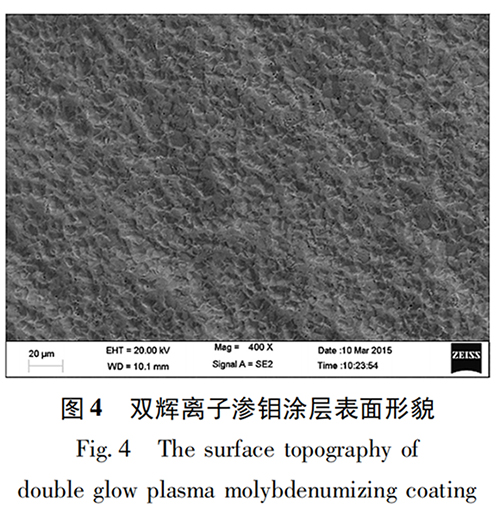
As shown in Figure 3, the molybdenum coating on the surface of the substrate is about 22μm, dense and uniform, and the alloying layer on the surface is a gradient material, which is solidly bonded to the substrate by the technical characteristics of the double-flare ion plating. The alloy layer is formed by elemental diffusion, and the composition and properties of the layer are gradient distributed with depth. There is no interface between this alloy layer and the substrate with sudden change in performance, and the substrate for metallurgical bonding, not easy to peel off. In the figure, the substrate cracked because the molybdenum process in the commissioning period, the voltage is high, bombardment of the surface of the substrate to make it cracked, and because of the molybdenum temperature is not appropriate, resulting in the growth of substrate grains, the substrate is no longer cracked by the later adjustments, the subsequent SEM chart can be seen, the graph is only used as a demonstration of the degree of density of molybdenum infiltration layer. Figure 4 shows that the surface of the molybdenum layer is free of defects such as pores and cracks, and is dense and homogeneous, which can effectively protect the substrate from oxidation. During the deposition process, a large amount of heat is generated by the collisions between the plasmas.
The target and substrate are raised to a high temperature (800 to 900°C). During this process, there is a thermal diffusion process between the coating, the coating/substrate co-mingled zone, and the substrate, and at the same time, due to the sputtering of the substrate, the surface of the substrate produces many defects in the vacancies, which makes the elemental.
At the same time, due to the sputtering of the substrate, the surface of the substrate produces many vacancy defects, which makes the diffusion potential between the elements decrease and the diffusion between the elements easy. The presence of the diffusion process leads to a further expansion of the width of the co-mingled zone, which improves the bonding strength of the coating to the substrate and at the same time improves the matching of the thermal expansion between the coating and the substrate.
3. 2 Silicide coating on molybdenum infiltrated coating
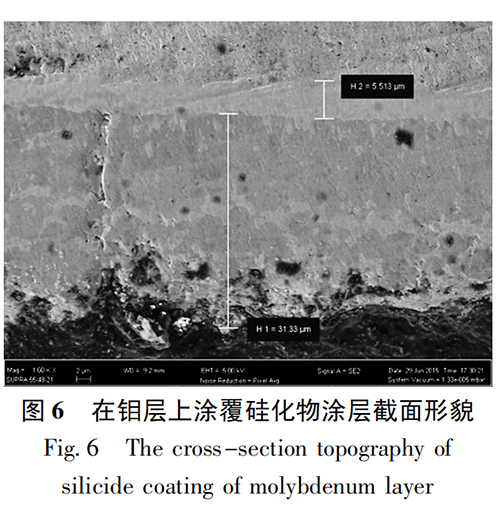
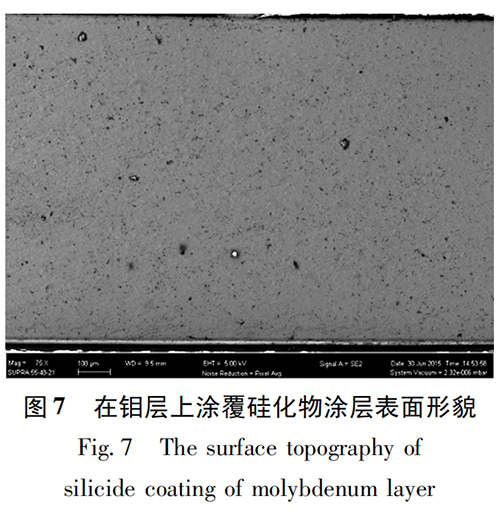
As shown in Figure 6, the total thickness of the composite coating is about 35 μm, and the molybdenum infiltration layer is 5 μm. The silicide coating is 31 μm, and the thickness of the composite coating is about 100 μm in the later experiments, which can improve the high temperature serviceability of the substrate more effectively. The top layer of silicide coating is slightly looser than the molybdenum layer, which is in a molten state at high temperatures and has fluidity, which can effectively fill the holes and cracks formed when the coating is volatilized, and improve the life of the coating. The thickness of the composite coatings used in the test performance testing of this paper are above 80μm, the coating thickness is shown in Table 3.
3.3 High-temperature performance testing of composite coatings
In the high-temperature performance test, the static life of 1 800 ℃ can reach about 10 h, thermal shock performance of about 200 times, Figure 8 for the thermal shock failure of the composite coating EDS, from the figure can be seen in the bifluorescence ion plating molybdenum layer on the silicide coating appeared in the cracks, there are two kinds of longitudinal and transversal, longitudinal crack depth of about 70 μm, through the surface of the coating directly to the molybdenum layer, the molybdenum layer and the silicide coating formed a diffusion layer, thus improving the two layers, and the coating thickness of the two layers, and thus improve the coating life. Diffusion layer is formed between molybdenum layer and silicide coating, which improves the bonding force between the two layers, and improves the heat cracking caused by different coefficients of thermal expansion. The molybdenum layer (the right part in the picture, this part is not the alloy base material, and the following picture gives the base material and molybdenum infiltration layer) is still dense and uniform, and it blocks Si and O2 well, and it has a protective effect, and it can be seen that the coating failure manifests itself as a surface failure, and the next step is to improve the performance of the surface layer, and this composite coating has a lot of room for improvement. The next step can be considered from improving the performance of the surface layer, the composite coating still has a lot of room for improvement.
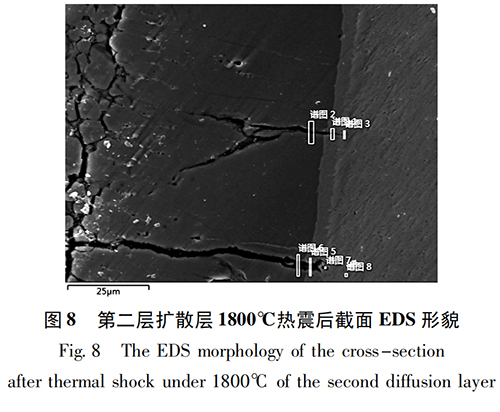
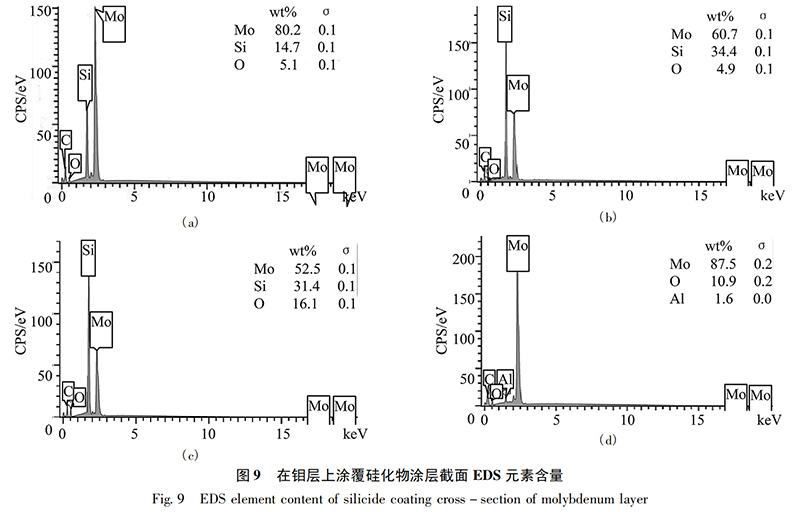
From the figure ( a) can be seen between the double glow ion molybdenum layer and silicide coating formed a diffusion layer, diffusion layer is mainly composed of molybdenum (80.2%), followed by silicon (14.7%); from ( b), ( c) can be seen as long as the elements within the crack for the silicon (50%), followed by molybdenum (30%) and a small amount of oxygen (15%); Figure ( d) for the molybdenum infiltrated layer, the main component is molybdenum. Thermal shock after the molybdenum layer cross-section EDS point scanning morphology as shown in the figure coating part of the dense and uniform, in the transition between the coating and the metal part of the cracks, analyzed that by the double glow ion plating process of the substrate surface bombarded by the micro-cracks in the process of high temperature testing due to thermal expansion caused by the thermal expansion.
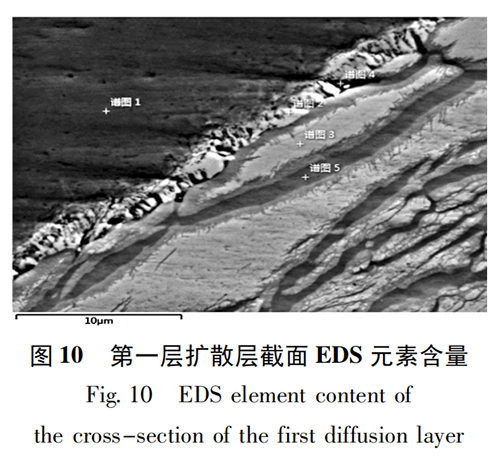
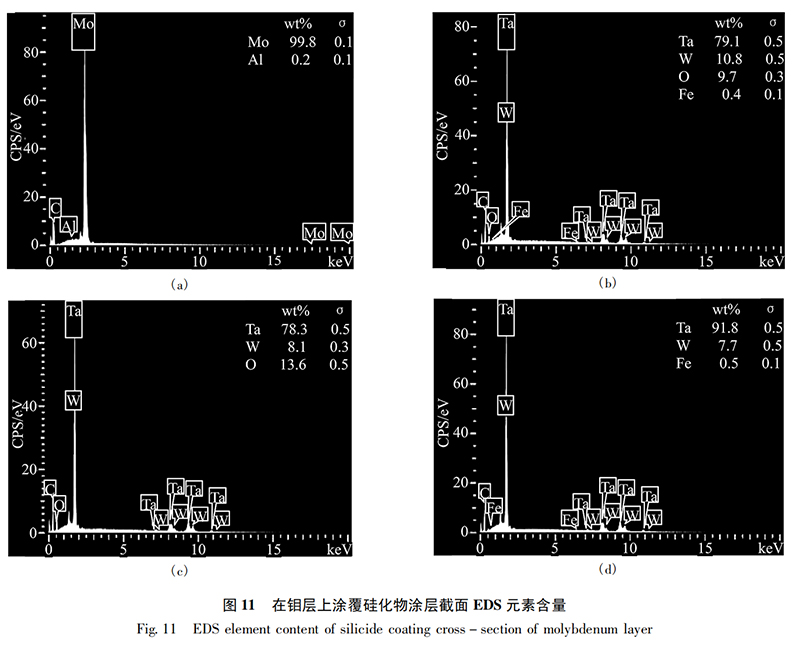
From Fig. ( a), it is known that the main element of the double glow ion molybdenum layer is molybdenum (99.8%), and from Figs. ( b, c, d), it is known that the transition layer between the molybdenum layer and the substrate is mainly composed of the substrate material, and the cracks below the molybdenum layer are mainly composed of the substrate material.
Ta, W. The left side of the figure is the molybdenum infiltration layer, the right side is the substrate, the longitudinal cracks of the silicide coating do not pass through the molybdenum infiltration layer, so the substrate is not oxidized during the high temperature oxidation process and the molybdenum infiltration layer is effective in preventing the oxidation of the substrate, which makes the substrate have a longer service life at high temperatures.
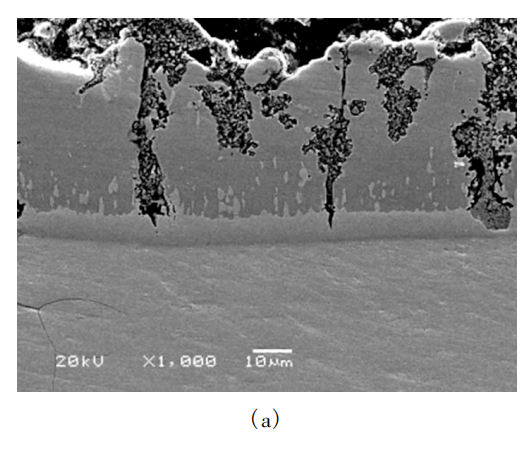
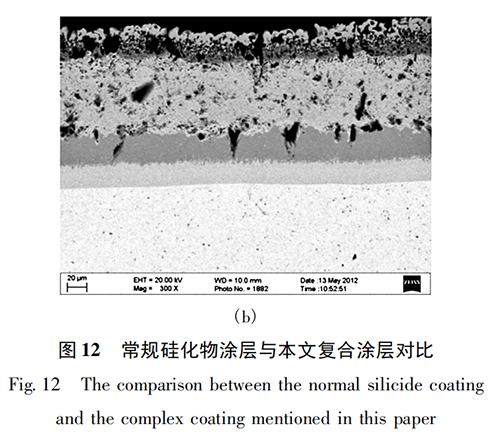
The above figure a is the common silicide coating, b is the composite coating in this paper, it can be seen that the longitudinal cracks in the left figure has penetrated to the substrate, in the high temperature testing process is very easy to occur substrate oxidation failure, b figure, although the surface coating has failed, but the longitudinal cracks and holes can not penetrate through the molybdenum layer to reach the substrate surface.
Although the surface coating has failed, the longitudinal cracks and holes cannot penetrate through the molybdenum infiltration layer to reach the surface of the substrate.
4 Conclusion
1) The Ta10w high-temperature oxidation-resistant composite gradient coatings prepared by double glow ion molybdenum technology and slurry melting and burning method can work continuously for 10 h at 1,800 ℃, and there are diffusion layers of varying thicknesses between molybdenum-diffusion layer and substrate, silicide coating and molybdenum-diffusion layer, which strengthen the bonding strength between the coatings and can effectively improve the service life of the substrate.
2) The thickness of molybdenum layer prepared by double glow ion plating technology is controllable, dense and uniform, and the molybdenum layer is still dense and uniform even after the failure of the surface layer after 10 h of continuous work at 1 800℃, which effectively protects the substrate material.
3) The composite coating obtained by the method of this paper effectively blocked the penetration of longitudinal cracks to the surface of the substrate.
Stardust Technology
Stardust Technology (Guangdong) Co., Ltd. is a national high-tech enterprise specializing in the research, development, production and sales of high-end spherical powder materials for 3D printing, powder metallurgy, surface engineering and other fields. The company adheres to the radio frequency plasma spheroidization powder making technology as the core, providing international advanced powder products and application solutions.
The company's main products include tungsten, molybdenum, tantalum, niobium, vanadium, rhenium, chromium and other high-end rare and refractory metals and their alloys, compounds spherical powder, while providing RF plasma spheronization, plasma rotating electrode atomization, 3D printing, hot isostatic pressing, injection molding, powder metallurgy and other technical services.
The spherical Ta-W refractory alloy powder produced by Stardust Technology is made by RF plasma spheroidization atomization method, which is characterized by high purity oxygen deficiency, high sphericity, smooth surface, no satellites, uniform particle size distribution, excellent flow properties, high bulk density and vibration density. Tantalum-tungsten alloy is a high-density material with high melting point, high tensile strength, good dynamic ductility and corrosion resistance, etc. It is used in chemical anti-corrosion, machinery, aerospace and military industry.
For more information, please contact us

Article source: February 2018 Vol. 47, No. 1 ( Total 268) YUNNAN METALLURGY Feb. 2018 Vol. 47. No. 1 ( Sum268)
Classification Number: U117. 2 Document Identifier: A Article Number: 1006-0308 ( 2018) 01-0050-07



Signup our newsletter to get update information, promotion and insight.






 IPv6 network supported
IPv6 network supported






