
Search...
What Are You Looking For?

Refractory metals are widely used in many fields such as aerospace, defense and military and nuclear power industries due to their high melting points, excellent high temperature resistance, corrosion resistance and radiation resistance [1]. The application of tungsten and tantalum in the electric lighting industry and capacitor electric field opens up a new era in the application of refractory metal engineering materials [2]. As a typical refractory metal, tungsten (melting point of 3410°C) has a wide range of applications in the aerospace, high-temperature structure and electronics industries due to its excellent high-temperature mechanical properties, good thermal conductivity, low coefficient of thermal expansion, and high electron emission coefficient [3-5]. Similar to tungsten, tantalum metal has a high melting point (2996 °C) and is widely used in chemical, electronic and biomedical industries due to its good corrosion resistance, strong resistance to electron migration and good biocompatibility [6-8]. Compared with the traditional preparation methods, 3D printing is a manufacturing molding technology with high efficiency, high precision and high raw material utilization, which can meet the requirements of refractory metal complex structural parts and ultrafine crystalline tissues, which further broadens the application fields of refractory metal materials [9-12].3D printing has high requirements on the fluidity and oxygen content of raw material powders, so it is required to irregular tungsten powder and tantalum powder spheroidization process [13-15].
Refractory metals have high melting points, and the traditional aerosolization and water atomization methods cannot prepare spherical refractory metal powders [16-17]. The commonly used techniques for the preparation of spherical refractory metal powders are hydrogenation dehydrogenation, plasma rotating electrode method and plasma spheronization. Hydrogenation dehydrogenation method [18] has a lower cost, but the process is more cumbersome and the content of interstitial elements is higher; the powder obtained by plasma rotating electrode atomization [18] has a very high degree of sphericity and is basically free of hollow powders, but the yield of the powder with a particle size of less than 45 μm is less than 10%. Plasma spheronization technology [19] is to transfer the energy of plasma to the powder, the powder obtains higher energy and then melts, forming spherical droplets under the action of surface tension and solidifying into spherical powder under extremely cold conditions. The advantages of plasma spheronization are controllable process atmosphere, no pollution, high spheronization efficiency, but the investment cost of equipment is relatively high [20-23].
Here, the authors of this paper study the process characteristics of RF plasma technology for the preparation of spherical tungsten and tantalum powders, characterize the physical properties of spherical tungsten and tantalum powders, and finally verify the spheroidization effect of tungsten and tantalum powders by 3D printing.
1 Experiment
The raw material powders used were tungsten powder produced by Sichuan Zigong Cemented Carbide Co. and tantalum powder produced by Changsha Southern Tantalum and Niobium Liability Co. The irregular tungsten powder and tantalum powder were spheroidized using a radio frequency plasma spheroidizer (TekNano-15 model produced by TEKNA, Canada), and the experimental parameters are shown in Table 1. The tungsten powder and tantalum powder before and after spheronization were subjected to selective laser melting and forming (SLM) using a Huashu FS271M3 metal 3D printer, and the SLM process parameters are shown in Table 2.
Scanning electron microscope (SEM) was used to characterize the morphology of tungsten and tantalum powder particles before and after plasma spheronization. A laser particle size analyzer was used to determine the particle size distribution of the original tungsten and tantalum powders and those with a spheroidization rate of 95%, a flow meter was used to determine the bulk density and flow rate, and X-ray diffraction spectroscopy (XRD) was used to detect the phase composition. Optical electron microscopy was used to observe the surface morphology of tungsten and tantalum blocks after SLM molding, and their densities were tested with a density balance.
2 Analysis and discussion of results
2.1 Effect of feeding rate on the morphology of tungsten powder and tantalum powder
The SEM images of pristine tungsten powder and tantalum powder and spheroidized tungsten powder and tantalum powder at different feeding rates are shown in Figures 1 and 2, respectively. The irregular pristine tungsten powder and pristine tantalum powder shown in Figs. 1(a) and 2(a), respectively, both exhibit severe agglomeration and adhesion. From Figs. 1(b)~1(f) and 2(b)~2(f), it can be seen that the feeding rate significantly affects the morphology of spheroidized metal powders; when the feeding rate of tungsten and tantalum powders is greater than 10 g/min, the content of spherical tungsten and tantalum powders in the field of view is less, the content of irregular powders is higher, and the agglomeration of powders is more obvious. This is mainly because the feeding rate is too fast, and the energy absorbed by individual tungsten powder and tantalum powder particles is not enough to melt them completely. It can be seen from Fig. 1(d) and Fig. 2(d): when the feeding rate decreased to 10g/min, the spherical tungsten powder and tantalum powder increased, and the powder agglomeration phenomenon was obviously reduced; when the feeding rate of tungsten powder and tantalum powder decreased to less than 6g/min and 8g/min, respectively, the majority of the tungsten powder and tantalum powder were spheroidized, and the particles were evenly distributed, and the agglomeration phenomenon basically disappeared. The spheroidization rate of tungsten powder was counted using Image-ProPlus (IPP) software. When the feeding rate of tungsten powder and tantalum powder was 6g/min and 10g/min, the spheroidization rate of both tungsten powder and tantalum powder was more than 95%; when the feeding rate of tungsten powder was more than 6g/min, the spheroidization rate of tungsten powder was obviously reduced; when the feeding rate of tungsten powder was more than 15g/min, the spheroidization rate of tungsten powder was less than 50%. This law also applies to the spheroidization process of tantalum powder.
When the critical feeding rate is exceeded, as the feeding rate rises, the tungsten powder and tantalum powder passing through the plasma region increases per unit time, and the energy required to complete the globalization of the powder particles increases, but the energy provided by the plasma is a fixed value under the determined experimental conditions, and more energy cannot be provided, and at this time, most of the tungsten and tantalum particles are unable to obtain enough energy in the plasma torch to melt and spheroidize, resulting in spheroidization of tungsten and tantalum powder. Most of the tungsten powder and tantalum powder particles are melted and spheroidized because they cannot get enough energy from the plasma torch, resulting in low spheroidization rate. On the contrary, when the delivery rate is lower, fewer powder particles enter the plasma torch per unit time, and the particles can absorb enough energy to melt into liquid droplets and sphericalize under the action of surface tension, and finally solidify into spherical powder, and in this process, the carrier gas will take away the smaller powder particles, and then the recovery rate of the powder will be reduced [24]. Therefore, the optimal feeding rates of tungsten and tantalum powders are 6 g/min and 10 g/min, respectively.In addition, the agglomeration of small spherical powders was observed in the SEM images after spheronization, which may be due to the fact that the spherical droplets were not yet solidified and collided with each other during spheronization, and then agglomerated together after the completion of solidification.
In summary, the larger the powder feeding rate, the smaller the tungsten powder and tantalum powder spheroidization rate. From Figure 1 and Figure 2, it can be seen that when the feeding rate exceeds the critical value, the sphericalization rate of tungsten powder and tantalum powder decreases rapidly with the increase of feeding rate. Therefore, controlling the feeding rate has a very important influence on the spheroidization effect of tungsten powder and tantalum powder.
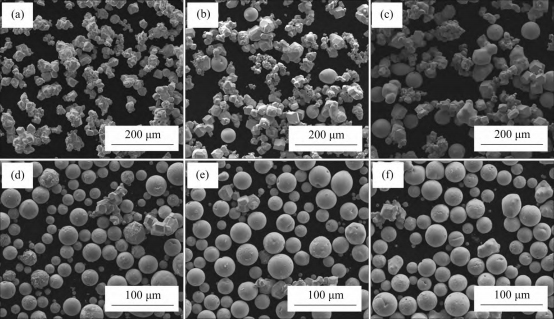
(a) Raw tungsten powder; (b) 25 g/min; (c) 15 g/min; (d) 10 g/min; (e) 6 g/min; (f) 4 g/min.
Fig. 1 SEM images of pristine tungsten powder and tungsten powder after plasma spheronization treatment at different feeding rates
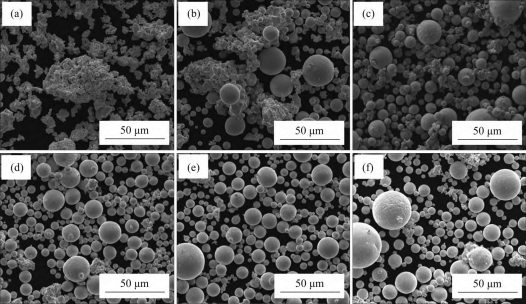
(a) Raw tantalum powder; (b) 16 g/min; (c) 12 g/min; (d) 10 g/min; (e) 8 g/min; (f) 6 g/min
Fig. 2 SEM images of raw tantalum powder and tungsten powder after plasma spheronization treatment at different feeding rates
2.2 The effect of feeding rate on the particle size distribution of tungsten powder and tantalum powder
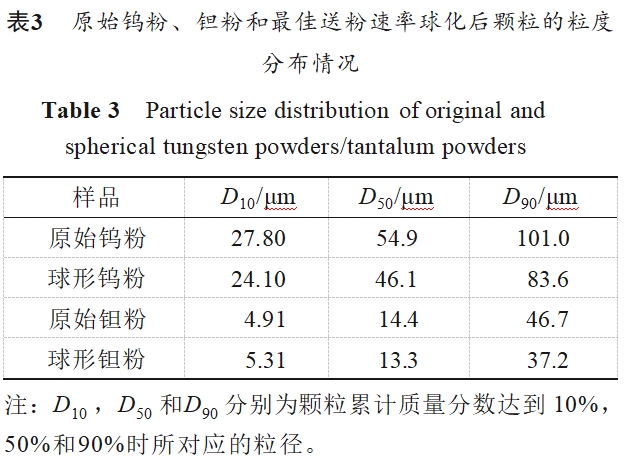
The laser particle size analyzer was used to determine the particle size of the original tungsten powder and tantalum powder, as well as tungsten powder and tantalum powder with a sphericalization rate of 95%, and the particle size distribution is shown in Figure 3. As can be seen from Figure 3: the particle size distribution of raw tungsten powder and tantalum powder is relatively wide, and for tungsten powder and tantalum powder with a spheroidization rate of 95% (as shown in Table 3), the particle size distribution of spherical tungsten powder and tantalum powder is relatively narrow. The main reason is that, in the spheronization process, when the powder enters the plasma zone, very few nano-sized primitive powders are directly melted and vaporized at high temperatures, and the rest of them are also formed into fine particles as a result of cooling and are collected by the cyclone collector along with the working gas, so that there are basically no nano-sized particles. And large particles in the plasma high temperature zone, the particles melt into large droplets, in the working gas movement, due to their own surface tension and the role of external gases can not maintain its original size, therefore, divided into two or more droplets, and then cooled into a number of small spherical particles. And there are more agglomerated powders in the original powder particles, which are dispersed into smaller spherical particles during the spheronization process, which are uniformly dispersed, so that the average particle size of the overall powder becomes smaller after spheronization, and the particle size distribution is more concentrated.

(a) Raw tungsten powder and tungsten powder after spheronization with optimal feeding rate;
(b) Raw tantalum powder and tantalum powder after spheronization at the optimal feeding rate.
Figure 3 Particle size distribution of tungsten and tantalum powders.
2.3 Effect of spheroidization rate on the flowability and bulk density of tungsten and tantalum powders
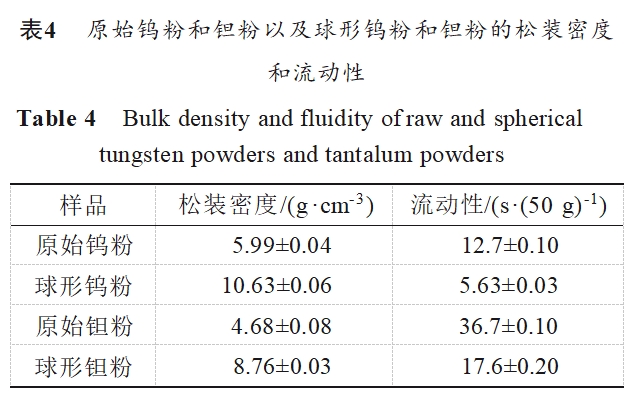
In order to study the effect of spheroidization rate on the flowability and bulk density of powders, a flow meter was used to determine the flow rate and bulk density of the original tungsten powder and tantalum powder, as well as the tungsten powder and tantalum powder with a spheroidization rate of more than 95% in Fig. 2 (hereinafter referred to as spherical tungsten powder), and the results are shown in Table 4. From Table 4, it can be seen that the flow velocity and loose packing density of the powders were significantly increased after the spheronization treatment. Raw material powder after spheronization, the morphology of the particles from very irregular shape to spherical, the contact area between the particles is small, the frictional resistance between the particles is reduced, and the particles are more densely packed.
2.4 Influence of spheronization process on phase composition of tungsten powder and tantalum powder
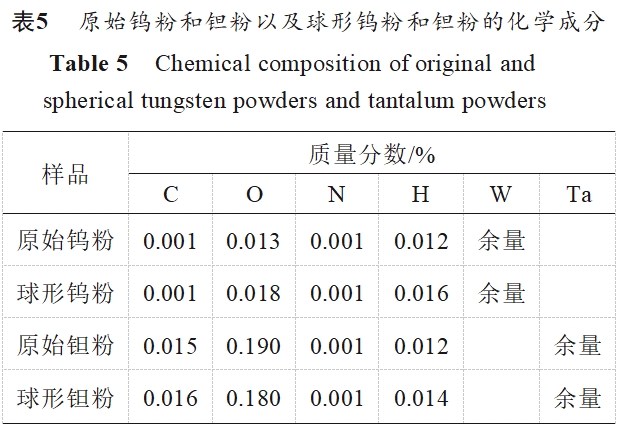
The XRD diagrams of tungsten powder and tantalum powder before and after plasma spheronization are shown in Figure 4. From Figure 4(a) and 4(b) can be seen: tungsten powder and tantalum powder diffraction peaks and the original tungsten powder and tantalum powder after spheronization treatment is consistent with the position of the diffraction peaks are (110), (200) and (211), respectively, and tungsten and tantalum standard PDF card is consistent with the body-centered cubic (bcc) structure. The results of the chemical composition analysis of the pristine and spheroidized powders are shown in Table 5, which, together with the XRD analysis results, jointly verified that no oxidation as well as other impurities intervened during the preparation of spherical tungsten and tantalum powders.
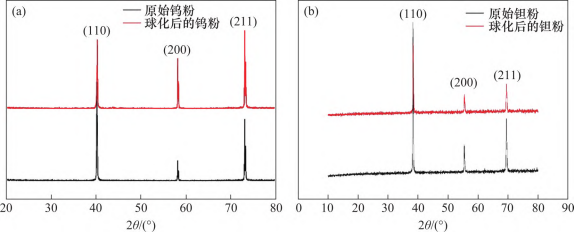
(a) Tungsten powder; (b) Tantalum powder.
Fig. 4 XRD patterns of tungsten and tantalum powders before and after plasma spheronization
2.5 Validation of spherical tungsten and tantalum powders for 3D printing
The raw tungsten and tantalum powders and tungsten and tantalum powders with 95% spheronization rate were used as raw materials, respectively, and were shaped by selective laser melting (SLM) technology, and the microstructure and densities of the printed blocks were analyzed and characterized.
2.5.1 Microscopic morphology of tungsten and tantalum by selective laser melting and molding (SLM)
The photomicrographs of spherical tungsten and tantalum powders and raw tungsten and tantalum powders after selective laser melting are shown in Fig. 5. From Fig. 5, it can be seen that under the same parameters, the surface of the samples prepared using raw powders has a large amount of metallurgical defects such as microcracks and pores. The ortho-surface images of the samples obtained by SLM molding of raw tungsten and tantalum powders shown in Figs. 5(a) and 5(b), respectively, show that there are a large number of cracks on the surface, and the crack distribution on the surface of the tungsten block is almost parallel to the direction of the laser scanning, whereas the cracks on the surface of the tantalum block are mainly distributed along the grain boundaries. Due to the high temperature and thermal stress at the contact area of the two lasers during laser scanning, irregular powders may have unmelted portions at the laser contact area under laser melting, and thus are prone to crack sources. Usually, the cracks will expand along the laser scanning direction, so there are a large number of cracks in each laser contact area. And due to the laser in the scanning process, the shape of the original powder is irregular, uneven when stacking, resulting in the laser scanning center melt pool is not stable, there may be holes and undissolved particles exist, resulting in defects, these defects in the fast cooling caused by thermal stress is easy to produce a crack source in the bonding of the weaker grain boundaries, and the laser melt pool from the center to the sides of the temperature gradually decreases, so cracks will be along the center of the melt pool to the two sides of the expansion, the cracks Expansion connects multiple melt pools and expands into macroscopic cracks. The reason for the formation of holes is that the original tungsten powder in the process of laying powder, due to the particle size and shape of the particles are not the same, and the original tungsten powder particles are larger, when scanning the morphology of the layer, the tungsten powder in the process of laying powder is not uniformly piled up, and there is a phenomenon of the particles are not melted, which leads to the formation of holes. Figures 5(b) and 5(d) show the ortho-surface metallographies of the specimens prepared from spherical tungsten powder and tantalum powder, respectively, which shows that with spherical tungsten powder and tantalum powder as the raw material, the surface pores of the samples formed by selective laser melting have fewer holes, and there are only a few small pores, and cracks are basically disappeared. In the process of spherical powder laser molding, due to the small powder stacking gap, the powder spread powder uniformity, so there is basically no unmelted particles in the laser scanning process, resulting in fewer defects [25-27].
2.5.2 Densification of tungsten/tantalum by selective laser melt molding (SLM)
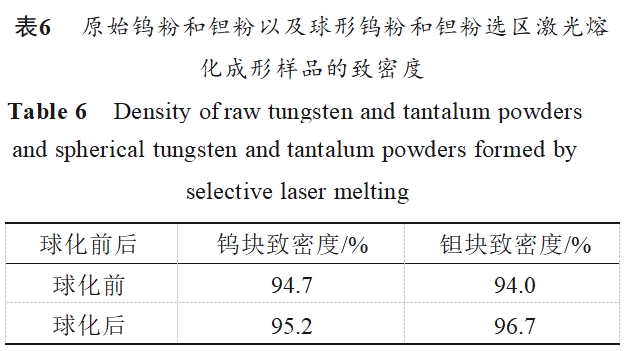
The densities of bulk tungsten and bulk tantalum formed by SLM before and after spheronization were measured, and then the densities of bulk tungsten and bulk tantalum were obtained by dividing the actual densities obtained from the measurements by the theoretical densities, as shown in Table 6. As can be seen from Table 6: the densities of tungsten and tantalum blocks after spheronization are significantly higher than the densities of blocks before spheronization.
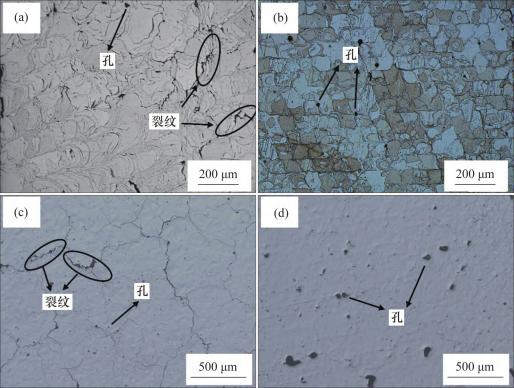
(a) Raw tungsten powder; (b) Spherical tungsten powder; (c) Raw tantalum powder; (d) Spherical tantalum powder
Fig. 5 Top morphology of SLM molded specimens with different raw materials
3 Conclusion
1) The larger the feeding rate of tungsten powder and tantalum powder raw materials, the shorter the residence time of tungsten powder and tantalum powder particles in the plasma torch, resulting in a lower spheroidization rate. When the feeding rate of tungsten powder and tantalum powder exceeds 6g/min and 10g/min respectively, the spheroidization rate decreases.6g/min and 10g/min, the spheroidization rate of the powder decreases sharply with the increase of the feeding rate.
2) With the increase of spheroidization rate of tungsten powder and tantalum powder, the fluidity of tungsten powder and tantalum powder becomes better, and the bulk density gradually becomes larger. XRD inspection and composition analysis of the spheroidized tungsten powder and tantalum powder showed that neither of them was oxidized and no other impurities were involved.
3) When the pristine tungsten and tantalum powders and spherical tungsten and tantalum powders were shaped by SLM, the densities of the spherical powder shaped samples were improved under the same parameters.
Reference: Journal of Central South University (Natural Science Edition) Plasma spheroidization process of spherical tungsten and tantalum powders for 3D printing
Spherical tantalum powder and spherical tungsten powder from Stardust Technology are manufactured by advanced RF plasma spheronization technology, which have excellent sphericity and fluidity. Spherical tantalum powders are mainly used in high-end applications such as 3D printed medical implants and microchannel reactors, while spherical tungsten powders are widely used in aerospace, electronics, and high-temperature materials due to their high density, high melting point, and excellent thermal conductivity. Both powders have high purity and uniform particle size distribution to ensure excellent performance in different manufacturing processes.
For more information, please contact: Cathie Zheng +86 13318326187




Signup our newsletter to get update information, promotion and insight.






 IPv6 network supported
IPv6 network supported






